SR-2SDBA料位開關產品介紹
一、產品概述
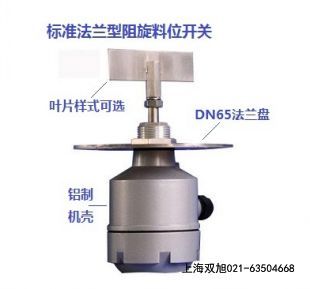
SR-2SDBA料位開關是一款專為工業物料檢測設計的智能化監測設備,適用于粉狀、顆粒狀及小塊狀固體物料的料位控制。該產品通過可靠的機械結構設計和靈敏的檢測機制,實現對料倉、儲罐等容器內物料高度的實時監控,為生產流程提供精準的物位管控解決方案。
二、核心功能優勢
-
環境適應能力
采用高強度合金材質與密封結構設計,可在-40℃至300℃溫度范圍穩定運行,耐受壓力達1.0MPa。特殊表面處理工藝有效抵御粉塵粘附和物料沖擊,適用于冶金、水泥、化工等復雜工況。
-
智能檢測機制
創新擺臂式檢測系統通過物料接觸產生的力矩變化觸發信號,靈敏度可根據物料密度進行五檔調節(0.06-0.40N·m),確保對輕質塑料顆粒到重金屬礦砂的精準檢測,誤報率低于行業平均水平。
-
安全防護設計
本體內置過載保護裝置,遭遇異常堆積時可自動斷開驅動機構,避免設備損壞。接線腔體符合防爆電氣隔離規范,通過雙重絕緣處理保障操作安全。
三、應用場景
• 火力發電廠煤倉存料監控
• 糧食加工行業筒倉料位控制
• 建材行業水泥/粉煤灰儲罐管理
• 化工原料存儲容器安全防護
四、技術特點
旋轉檢測機構采用模塊化設計,支持水平/垂直多向安裝。驅動電機配備過熱保護功能,連續運行壽命達200萬次。標配IP65防護等級,可定制加長型擺臂(最長400mm)滿足特殊工況需求。
五、使用價值
該設備通過精準的料位檢測幫助企業實現自動化倉儲管理,有效預防空倉或溢料事故,降低人工巡檢成本。緊湊型結構設計節省安裝空間,維護周期可達3年以上,顯著提升生產系統的連續性。
SR-2SDBA Level Switch Product Introduction
I. Product Overview
The SR-2SDBA level switch is an intelligent monitoring device specifically designed for industrial material detection. Suitable for controlling powder, granular, and small block solid material levels, it provides real-time monitoring of material height in silos and storage tanks through reliable mechanical design and sensitive detection mechanisms, delivering precise material level management solutions for production processes.
II. Core Advantages
-
Environmental Adaptability
Constructed with high-strength alloy materials and sealed structure, it operates stably within -40℃ to 300℃ temperature range and withstands pressure up to 1.0MPa. Special surface treatment effectively resists dust adhesion and material impact, suitable for complex working conditions in metallurgy, cement, and chemical industries.
-
Intelligent Detection System
The innovative pendulum arm detection system triggers signals through torque changes caused by material contact. With five adjustable sensitivity levels (0.06-0.40N·m), it ensures accurate detection from lightweight plastic pellets to heavy metal ores, maintaining false alarm rates below industry averages.
-
Safety Features
Built-in overload protection automatically disengages drive mechanisms during abnormal material buildup. The wiring chamber complies with explosion-proof isolation standards, ensuring operational safety through double insulation.
III. Applications
• Coal bunker monitoring in thermal power plants
• Silo level control in grain processing
• Cement/fly ash tank management in construction materials
• Safety protection for chemical storage containers
IV. Technical Specifications
Modular rotating mechanism supports multi-directional installation. The drive motor features thermal protection with 2 million operation cycles. Standard IP65 protection with optional extended pendulum arms (up to 400mm) for special applications.
V. Operational Value
This equipment enables automated warehouse management through precise level detection, effectively preventing empty silo or overflow incidents while reducing manual inspection costs. Compact design saves installation space with maintenance intervals exceeding 3 years, significantly enhancing production system continuity.